 .
.
 .
.
American Metal Testing (AMT) is a NADCAP-accredited NDT laboratory based in La Porte, Indiana. We provide fluorescent penetrant inspection (FPI), magnetic particle inspection (MPI), and radiographic inspection services for metal castings, fabrications, and machine parts.
Our services support manufacturers across the aerospace, defense, automotive, safety & rescue, and energy sectors. Accredited by the National Aerospace and Defense Contractors Accreditation Program (NADCAP), AMT is committed to providing high-quality, reliable testing services.

In manufacturing environments, parts are sometimes designed by someone unfamiliar with the manufacturing process, leading them to rely on published quality standards that may not suit the part's process capabilities or actual application. This can result in a specified quality level that exceeds the design requirements, leading to unnecessary cost increases or even compromising the ability to manufacture the part at all. Even when the specification is set correctly, the end client still has no guaranteed way to verify that the quality they're paying for is actually being met.
At American Metal Testing, our NDT services will help you verify the standard you are trying to achieve. This is obtained by first selecting the material specification (preferably ASTM) which meets the mechanical test requirement, and whose scope encompasses the service for which the part is intended.
The required quality level can then be established by specifying special inspection procedures such as visual, magnetic particle, fluorescent penetrant, or radiographic film inspection procedures.
Surface discontinuities are the irregularities, imperfections, or cracks that are found on the surface of the casting or component. Although some are large enough to be seen by the naked eye, others are either not visible or go unnoticed without special inspection methods, such as magnetic particle or fluorescent penetrant examination. For the examinations to be meaningful as a basis for purchase, all parties concerned must use inspection methods of a universally accepted standard.
While various methods of nondestructive testing exist to measure mechanical properties, chemical composition, material soundness, or maximum service loads, a single test that encompasses all these factors does not exist. A combination of nondestructive methods may be required to document the soundness and quality of a casting or metal part. At American Metal Testing, we specialize in Magnetic Particle Testing, Fluorescent Penetrant Inspection, and Radiographic Inspection services. The proper inspection method is selected based on the component being tested.


When your quality standard requires a surface free from tiny cracks, pores or other surface glitches that are hard to detect by the human eye, fluorescent penetrant testing is used for most nonferrous materials.
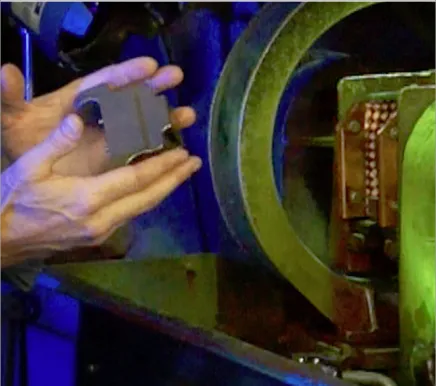
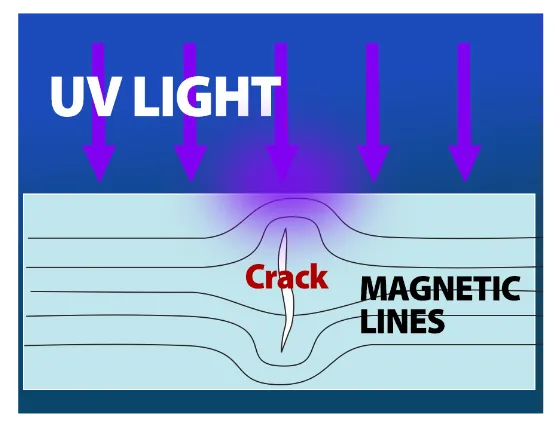
Magnetic particle Inspection (MPI) is a non-destructive testing (NDT) process for detecting surface and slightly subsurface discontinuities in ferromagnetic materials such as iron, nickel, cobalt, and some of their alloys.
American Metal Testing, Inc. uses Radiographic Testing (RT), or industrial radiography, as a nondestructive testing (NDT) method of inspecting materials for hidden flaws in your parts.